Für den Ender 5 gibt es schon eine ganz schöne Reihe von Updates, die man in den Drucker bauen kann. Nach einigen probieren hier meine Meinung zu Hardware-Updates
Folgende Upgrades lohnen wirklich:
"Creality3D Upgrade Silent Motherboard" Das war es auch schon. Wer PLA, PetG, TPU (ab und zu) drucken will, da reicht genau das. Der Ender 5 an sich druckt schon sehr gut, und mit den TMC2208-Treibern wird das Ergebnis nochmals einen Ticken besser. Wer das herumgebastel nicht mag oder kann, kauft am Besten gleich den Creality Ender 5 Pro (nicht den PLUS). Der hat bereits das gute Board mit den Treibern eingebaut und man schont die Umwelt, weil das "normale" Mainboard nicht gleich nach dem Kauf überflüssig wird.
Betten
Wer Polypropylen drucken will oder etwas anderes als das oben genannte PLA, PetG und TPU drucken will, kommt an einem anderen Bett nicht vorbei. Das Magnetbett ist zwar klasse, aber die magnetischen Partikel nehmen bei hohen Temperaturen Schaden (Curie-Temperatur). Creality schreibt was von 70°C, aber das ist sehr konservativ.
Polypropylen-Platte
Wer neben den oben genannten Materialien auch noch ABS und Polycarbonat drucken will, der braucht ein anderes Bett, denn zu hohe Betttemperaturen entmagnetisieren die Magnetpartikeln im Flexibett und in der Auflage. Entweder man besorgt sich ein Glasbett oder die "Comgrow Mamorubot 3D-Drucker Polypropylen-Bauplatte 235 * 235mm für Ender-3 Ender-3X Ender-3 Pro"-Platte. Die Platte muß mit "Foldback", "Metall-Binder-Clips 19mm (Spannnnbereich 9mm) vom Schreibwarenhandel" oder "Vielzweckklammern" 19mm am Bett aufspannen. Dann braucht man noch einen Klebestift (Pritt oder so). Damit kommt man mit allen gängigen Druckmaterialien außer Nylon durch die Tür. Bei dem Umbau ist folgendes IMMER zu beachten: Das Bett ist dicker wie das Flexibett, deshalb muß der Tisch ausreichend an den 4 Rädern runter gedreht werden, bevor man mit dem Bettleveling beginnt. Außerdem ist zu beachten, dass durch die "Foldback"-Klemmen der Druckbereich reduziert ist. Der Druckkopf kann mit den Klemmen kollidieren, wenn das nicht beachtet wird. Ein kleines Problem bleibt, egal was man macht: Die "Temperatur" die als Bettemperatur eingestellt wird, ist eher eine Richtgröße, in der Mitte des Betts. Nach Außen habe ich Abweichungen von bis zu 8°C weniger gemessen.
Glasbett von Creality
Dieses Bett ist dann eine gute Erweiterung, wenn die Bettemperatur über 70°C steigen muß und Wrapping auftritt. Für PLA, TPU und PETG ist es nicht nögtig. Da ist das Flexbett ungeschlagen. Wobei ich beim TPU Richtung Glasbett tendieren würde. Ich habe das Glasbett mit verschiedenen Klebern probiert. Was ich auf keinen Fall mehr kaufen würde sind Sprühkleber in der Art PrintaFix. Diese Kleber können nur dann verwendet werden, wenn das Bett außerhalb des Druckers ist. Der Sprühnebel legt sich sonst auch auf die Mechanik des Druckers. Der Preis ist verglichen mit der Haftung auch durchschnittlich. Was richtig gut funktioniert ist der ganz normale Pritt-Stift, den man im Zeitschriftenhandel bekommt. Die Haftung auf dem Kleber ist super und das Bett kann einfach in warmen Wasser mit etwas Spüli gereinigt werden. Wenn ihr eine gute Lösung haben wollt, kauf Euch das Glasbett und einen Pritt-Stift. Damit geht ABS, ASA, PC und Nylon.
BuildTAK-Folie
Ich habe die BuildTAK-Folie getestet. Sie ist nicht schlecht und fast eine Alternative zum Klebestift, wenn es nicht um Nylon geht. Allerdings ist das Handling, speziell das Leveling des Betts nicht ganz einfach. Bei Fehlbedienung wird die Folie von der Düse weggefräst oder der Druck hängt so fest an der Folie, dass er sich nicht mehr entfernen läßt. Eine BuildTAK-Folie würde ich deshalb nur auf ein flexibles Stahlblech (0,3..0,5mm) kleben, damit sich in jedem Fall der Druck wieder lösen lässt. Wirklich brauchen tut man die Folie nicht. ABS habe ich nur mit der Hilfe eines Klebers am Bett fest bekommen. Nylon ging gar nicht. Ich habe verschiedene Setups bis 280°C Nozzle und 110°C Bettemperatur versucht. Auch eine Geschwindigkeitsreduzierung auf 20% brachte kein Erfolg. Die erste Schicht haftet gut, die zweite Schicht löst die erste Schicht beim Auftragen von der BuildTAK-Folie. Das gleiche Setup mit einer Glasplatte und einfachen Klebestift funktioniert auf Anhieb.
Schlangenöl
TL-Smoother
Über die TL-Smoother habe ich ja schon geschrieben. Wenn ihr das Treiber-Update habt, spart Euch das Geld. Nach dem Treiberupdate verschlechtern sie das Druckergebnis. Elektrisch machen die Teile nur Oberwellen und entziehen damit dem Treibersignal Energie, die dann in den Smoothern und den Motorwicklungen als zusätzliche Wärme weg geht.
Extruder
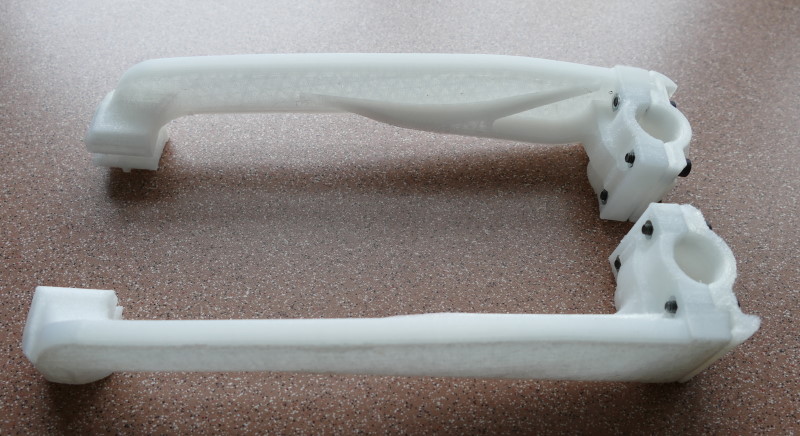
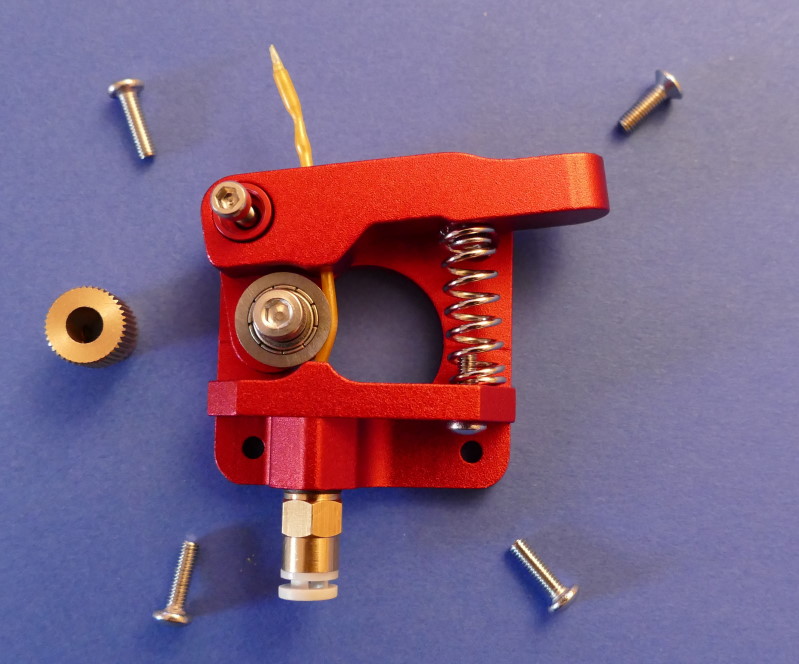
Metallextruder
Der Extruder ist aus Kunsstoff und einer meiner Werkstudenten berichtete, dass bei Ihm der Hebel abgebrochen sei. Es gibt einen Upgrade-Kit für den Extruder, der alle Teile als Metallteile hat. Damit ist auch dieses Problem gelöst, falls es auftreten sollte. Was ich an dem Creality-Extruder mag, ist seine offene Bauform. Man sieht sofort, wo das Filament beim Einführen hängt, und Fehler können auch sofort erkannt werden. Inzwischen ist bei mir auch der original-Extruder gebrochen und ich habe zwei Tage lang den Fehler gesucht. Das Fehlerbild war wie eine verstopfte Düse, letzten Endes war es aber der Extruder, der an den Metallbuchsen Spannungsrisse bekommen hatte. Ich habe den Extruder 1:1 durch die Metallversion ersetzt und das Teil läuft einfach super. Kosten? Ca. 12 Euro.
Bei Aliexpress gibt es diesen Kit: Für Ender 3 3 Pro 5 Metall Kreative CR-10/10 S 10s Pro 10 Mini Extruder Kit Ersatz MK8 Upgrade Teile Für Creality 3D Drucker. Da kostet das Teil um die 7 Euro.
Da ich bisher noch keinerlei Probleme mit dem Extruder hatte, sehe ich gerade auch keinen Sinn einen BMI-Extruder auf meinen Drucker zu bauen.
All Metal Hotend
All Metall Hotend... ein heißes Thema. Brauch man so ein Teil? Im Internet wird ja das All Metall Hotend als wichtigste Umbaumaßnahme bei 3D-Druckern fast zelebriert. Warum eigentlich? Beim PTFE-Hotend (wie es Creality liefert) wird das Filament in einem Teflon-Schlauch (Teflon, das Matieral das wenig Reibung hat und Hitze verträgt) fast bis zur Düse geführt. Dadurch ist das Filament erst einmal gut von der Hitze des Heizblocks geschützt, es wird reibungsarm geführt und wenn das Filament geschmolzen zurück in den Teflon-Schlauch gezogen wird, macht es eines garantiert nicht: festkleben.
Für Menschen die PLA, PetG, TPU (ab und zu) drucken und damit happy sind: spart Euch das Geld für ein All Metal Hotend. Mit dem normalen PTFE-Hotend seid ihr mehr als bestens ausgestattet und falls wirklich einmal etwas kaputt gehen sollte, das Creality-Hotend mit Heizpatrone, Thermofühler, Thermoblock, PTFE-Schlauch und alles komplett kostet 12,50 EUR beim Aliexpress - mit einer 0,4er Düse. Eine Einhausung für den Ender ist für ABS und Co viel sinnvoller.
Ich habe mit dem Creality-Hotend bis zu 260°C auch ABS, ASA, PC (grenzwertig), BPA gedruckt und das ging gut. Was nicht gut ging, war Nylon. Das geht nicht. Wer den Ender mit einer Düsentemperatur von 260°C (mehr geht per Einstellung nicht) betreibt, muss sich aber auch im klaren sein, dass da der Teflon-Schauch am Ende etwas "teigig" wird. Meinem Drucker hat es aber nicht geschadet, ich habe nach meinen Ausflügen in das Hochtemperaturland wieder mit PLA gedruckt und die Ergebnisse waren sehr gut, wie vorher auch.
Im Prinzip gibt es nur einen wirklichen Grund, ein All Metal Hotend einzubauen: Nylon. Ich habe mir ein original Micro-Swiss-Hotend gekauft und nach der Videoanleitung eingebaut. Fazit, ganz so einfach war es dann doch nicht, wie das Video erzählt hatte. Mein PTFE-Schlauch ist irgendwo im Hotend angeklebt gewesen und einfach raus ziehen wie im Video ging nicht.
Das zweite Problem: die Heizpatrone ist im Video in der einen Szene noch im Creality-Heizblock, in der nächste Szene hat der Mann sie ohne Block in der Hand. Hmmm, bei mir ging das Teil ums Verrecken nicht aus dem Block. Rausbohren wäre eine Möglichkeit gewesen, aber man braucht ja die Patrone noch. Ich habe mich entschieden, das ganze Creality-Hotend noch einmal auf 250°C zu erhitzen, dann den Drucker auszuschalten und so vorgewärmt konnte ich den PTFE-Schlau herausziehen und auch die Heizpatrone mit etwas Druck von einem Torxschraubenzieher von der anderen Seite der Bohrung im Bloch raus drücken, ohne die Drähte abzureißen (sind ja nicht zum rausziehen da, sondern für´s Elektrische).
Hier das Stück PTFE-Rohr, als ich es draußen hatte:

Das Ende, das in der Düse steckte, war weder aufgeweitet noch geschmolzen noch deformiert. Es war lediglich eine honigartige, klebrige Schmonze außen am Rohr, was vermutlich das herausziehen verhindert war. Ich kann nur mutmaßen, dass das irgendwelche Additive oder Abbauprodukte vom Filament war.

Nach dem Umbau hatte sich erst einmal der Druck von PLA deutlich verschlechtert. Im Slicer muß der Einzug reduziert werden (hatte 3mm, jetzt 4mm) und man kann wieder anfangen Heat-Towers zu drucken um die richtigen Temperaturen zu finden. Insgesamt finde ich, macht ein Alll Metal Hotend mehr Probleme mit Stringing (Fäden). Wohl weil der Retract sehr begrenzt ist. Wird das flüssige Filament zu weit zurück gezogen, klebt es im kalten Ende fest und der Drucker ist verstopft. Auch beim Filamentwechsel kann man nach dem Aufheizen das Filament nicht einfach raus ziehen. Häufig muss ich das Filament erst einmal in die Düse drücken, um es anzuschmelzen und dann kann ich es herausziehen. Inzwischen habe ich mit dem Micro Swiss (fast) arangiert und die Ergebnisse sind in etwas so wie vorher, beim PLA. Trotzdem überlege ich ernsthaft, ob ich nicht am Hotend einen Steckverbinder einbaue, um beim PLA Druck wieder den alten Kopf rein zu bauen. Alternativ vielleicht einen 2. Drucker? Wer weiß...
Hier ein paar Drucke zur Erläuterung, was ich meine:
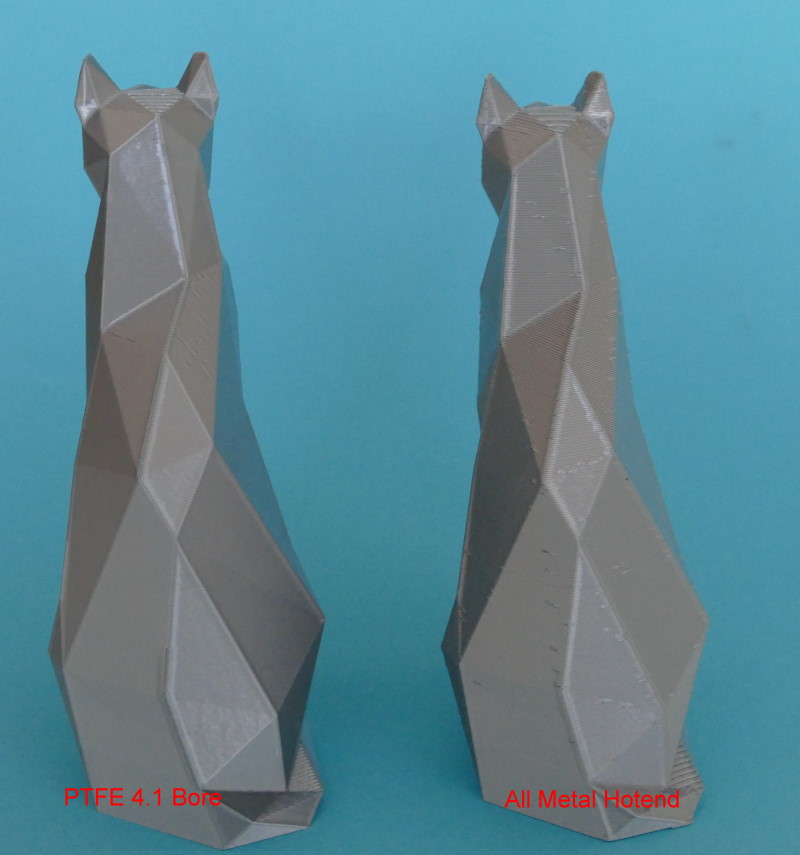
Hier zwei Katzen, mit PLA gedruckt. Beide mit 0,2mm Schichtdicke beide mit einer 0,4mm Düse, links mit dem normalen Hotend von Creality, rechts das Micro Swiss All Metal Hotend. Das Ender Hotend hat 6mm Retract und eine Drucktemperatur von 200°C, das Micro-Swiss habe ich nach Anleitung mit einem Retract von 4mm und einer erhöhten Temperatur (optimal war bei mir 210°C) gedruckt.
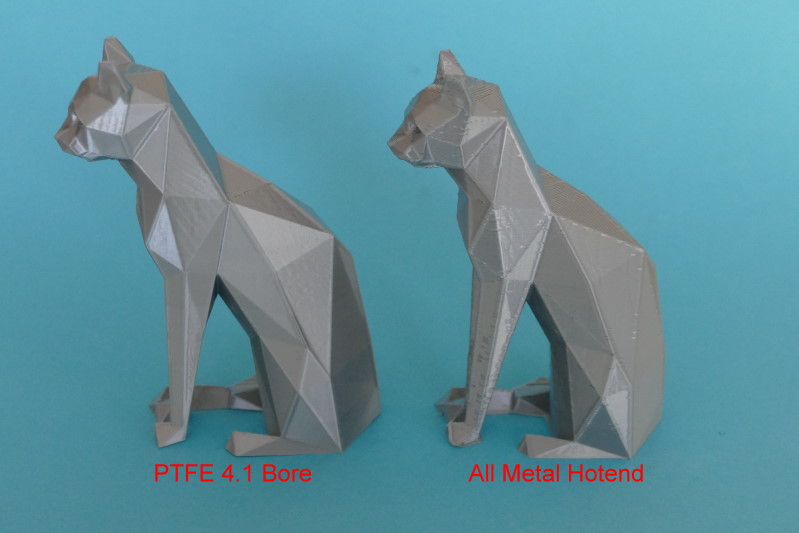
Man sieht beim All Metal Hotend deutlich die "Pickel" und auch die Lagen kommen deutlicher raus, obwohl von der Temperatur her die Verschmelzung besser sein sollte.
Hier die Kopfregion im Vergleich:

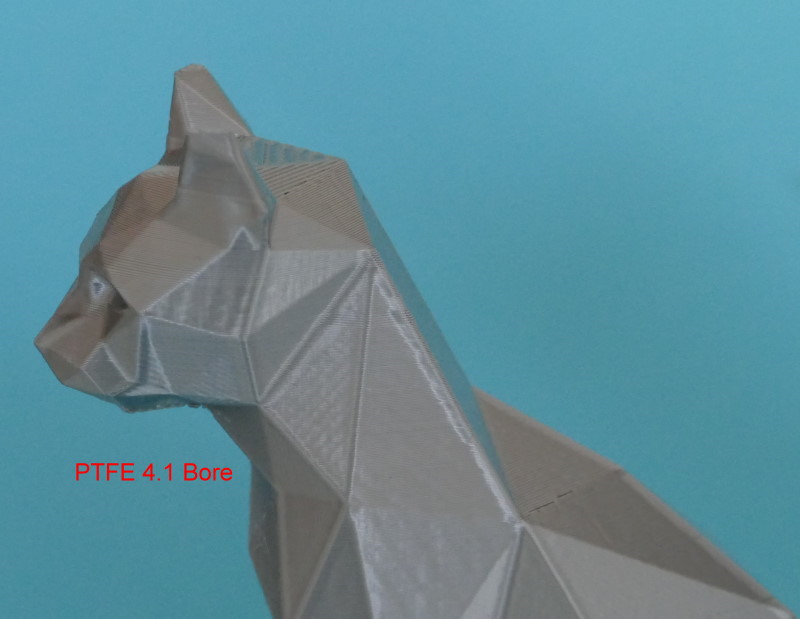
Die Kanten weisen immer deutliche Unreinheiten auf.
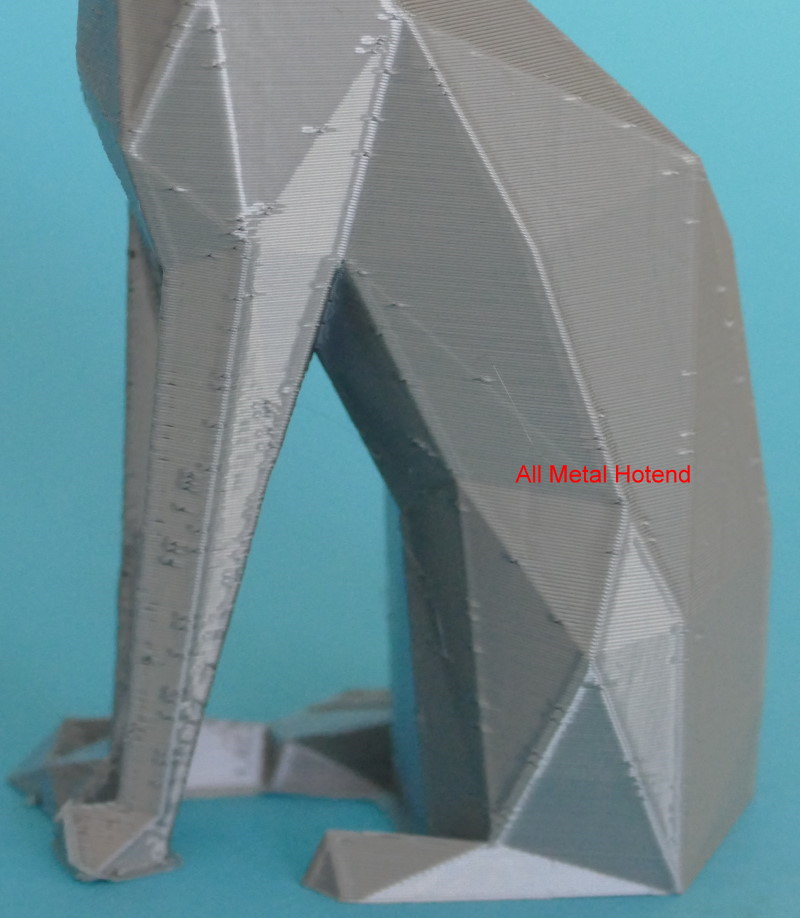
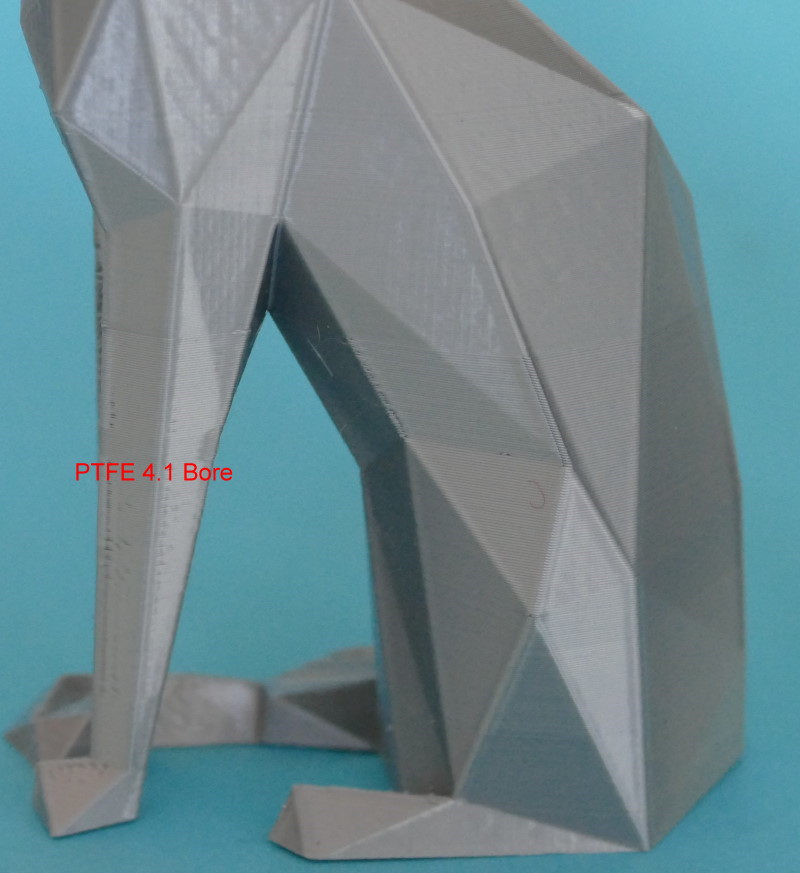

Auch beim Drucken von Überhängen (Kinn) hatte das Creality-Hotend deutlich weniger Probleme.


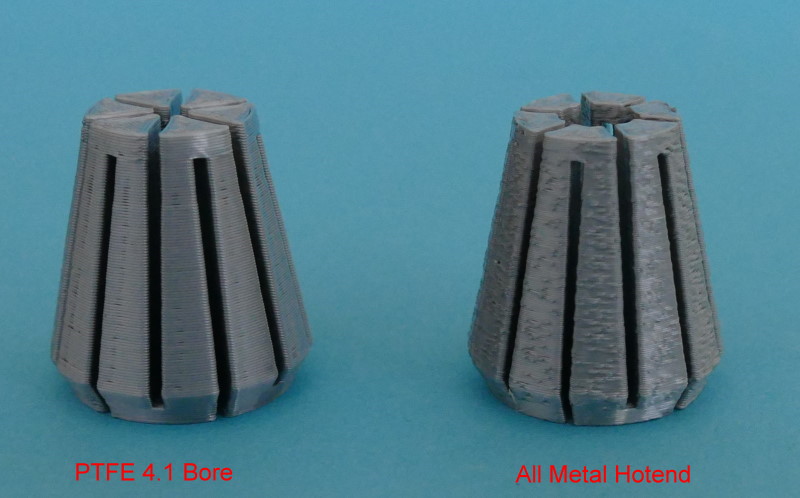
Hier noch ein weiterer Druck. Auch hier ist die Oberfläche beim normalen Hotend deutlich sauberer.
Nun zur eigentlichen Motivation: Nyon kann ich nun stabil drucken. Die Teile schauen zwar derzeit noch aus wie die Sau, weil alles voller Fäden ist, aber vielleicht reduziert sich da noch was, wenn das Nylon vor dem Drucken ordentlich entfeuchtet wird. Um höhere Temperaturen fahren zu können muss natürlich die Firmware (Marlin) wieder angepasst werden. Ich habe die Einstellgrenze nun von 260°C auf 300°C erhöht. Das sollte erst einmal reichen.